Drummond Provides Guidance on Employee Incentives
Originally Published by: ProSales Magazine — May 2, 2022
SBCA appreciates your input; please email us if you have any comments or corrections to this article.
One of my clients' most often asked questions is "How exactly do we track and implement an incentive program?" Most companies are willing to pay their manufacturing employees more wages (incentives) based on greater output. Yet, the vast majority of wood truss component manufacturers (CM) fail to understand how to do that properly and effectively.
If you're looking for a proven method for increasing output and rewarding employees for their efforts, then look no further. This is my approach for effectively using the TDC truss labor time standards generated by the roof/floor truss programs so that you can have a successful incentive program.
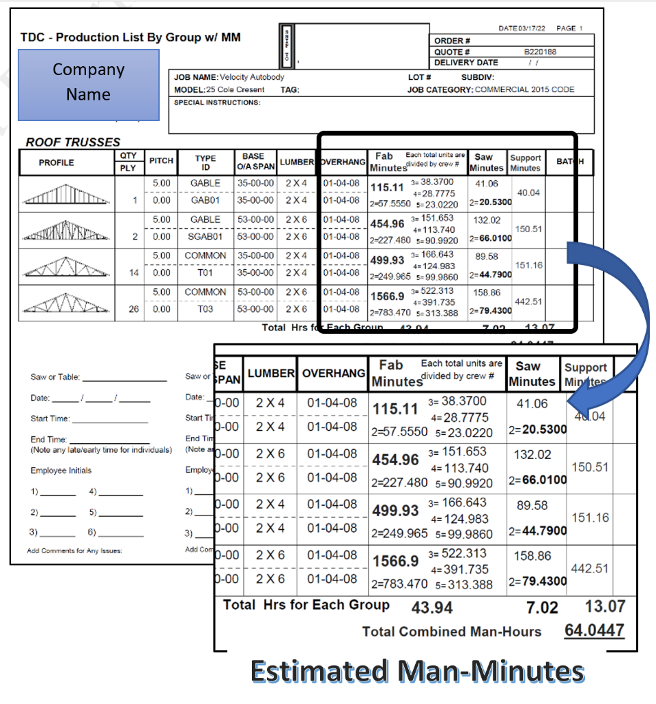
Once the TDC time standards are inputted into your roof/floor truss program, there should be three defined labor groups:
- Fab – Table Assembly Labor for Fabrication
- Saw – Cutting Labor
- Other or Support – Not Table or Saw Labor
Only the Fab and Saw labor groups are used for proper time estimation. The Other/Support group is simply a multiplier of Fab and Saw to account for the labor cost of the support personnel, not a time estimation.
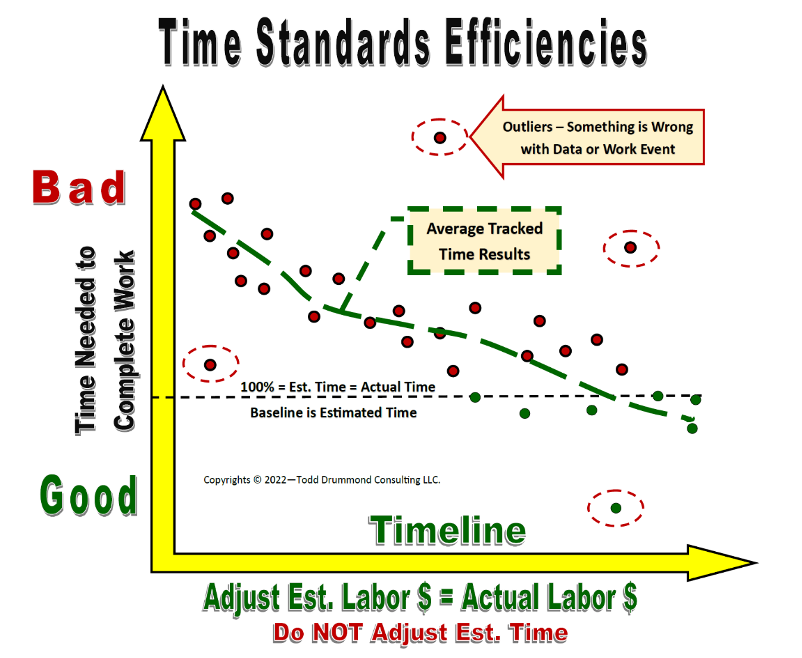
Tracked Time versus Estimated Time Efficiency
Estimated Time Divided by Actual Time = Efficiency
Example: Estimated 1 Hour ÷ Actual 2 Hours = 50% Efficiency
Displayed Time of Fab & Saw – Totals Each, then divided by Qty of Crew shown in each section.
Tracking Shop Employee's Time Rules
Courtesy Todd Drummond
Do Not Include
- Break Times
- Any time not related to the task, such as support activities of plate picking, lumber sorting, or lumber picking.
- Any time that is not actually at or on the tables or saws.
Fab – Table Assembly and Setup Jig Time
- The end time of one batch/job is the start time of the next batch/job. NO GAPS of TIME Between Jobs!
Saw – Saw Cutting Time
- Saws are a support activity for the tables. For example, if the saws are only cutting 50% of the shift and yet able to keep up with the table needs, it matters not. Allow gaps between the End and Start times of projects.
 Courtesy Todd Drummond
Courtesy Todd Drummond
Employee Time versus Time on Work Orders
You will find a consistent gap between the recorded time of work orders versus the employee time cards. TDC has found that applying 8% across all work orders typically resolves this discrepancy. You will need to adjust to your particular needs.
All labor costs should be fully burdened
You should include all labor costs such as SSN, healthcare, and other costs of labor as part of the total labor costs per hour. Typical for most companies is 130% for each average wage dollar.
Adjust the Estimated Labor Cost to Match the Actual Labor Cost in the Estimation Program
The estimated labor time creates a baseline for all workstations (tables and saws) that can be evaluated for efficiencies.
- Using a spreadsheet, one can easily derive an average of the estimated versus actual, as shown in the example graph.
- Any tracked batches outside the normal range of the expected estimated time should be reviewed for why it is an outlier. An example would be not including all the personnel within the workstation or missed timestamps.
Failure is guaranteed if using the wrong labor estimation generated numbers. The labor estimated numbers need to be reliable and steady no matter the type of component being fabricated.
- There is a guaranteed failure if material or sale price are used for labor unit estimation
- Using board footage for labor estimation is another guaranteed failure. What happens if there are a lot of setups versus large runs? Or what about AG trusses versus hip roof orders? Where is the board foot consistency?
- The piece count method is also a guaranteed failure for labor-generated numbers. Using an "average" setup time estimation for any piece creates too low estimation for short runs (many setups) and far too much labor for large runs (low setups). Also, the varying piece sizes will doom this method. Think of handling a 6' 2x3 versus a 20' 2x12. Even if you have different handling times for varying sizes, the "average" setup time applied to each piece is still the critical flaw. The piece count method is not consistent for labor estimation.
As proper units of measurement for truss manufacturing, TDC recommends only Man-Minutes, realistic expectancy, or scheduled units derived from properly timed studies. See "Estimating Truss Labor Using Board Footage Versus Proper Man-Minute Time Standard" to better understand time units.